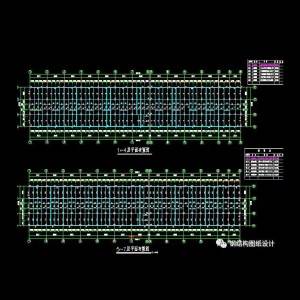
Fabriks delproduktionsscenario

Fabriks delproduktionsscenario
Utrustning introduktion:
Tekniska egenskaper och innovation: SKHZ-B nc H-balkmonteringsmaskin
1. Produktionsmetoden för svetsning av H-balk är att placera h-balk enligt "Arbets" -formen och svetsa två hörnfogar på båda sidor samtidigt, vilket kraftigt ökar svetseffektiviteten. På grund av symmetrisk svetsning är banan är i princip inte deformerad efter svetsning.
2. Ortotisk mekanism H-formad stålflänsriktningsmaskin kan direkt korrigera vinkeldeformationen av het H-formad stålvingeplatta efter svetsning med hjälp av en excentrisk pressvals, vilket minskar rätningskraften och förbättrar rätningsprecisionen.
3. Ur svetsspecifikationens perspektiv är specifikationerna för svetsning av H-balk de största i Kina, och indikatorerna för produktion av h-balksvetsningslinje för det mest avancerade tillverkningsföretaget för H-beam-svetsutrustning (ESAB Company) utomlands är samma.
4. På sättet att montera och montera antas integrering av montering och uppförande, vilket minskar arbetsförfarandet och förbättrar produktionseffektiviteten.
5. I centreringsläget på banan och flänsplattan antas två uppsättningar centreringsläge fram och bak för att förbättra positioneringsnoggrannheten.
6. Trådmataren är mjuk ansluten till svetspistolen och svetsvinkeln på svetspistolen kan justeras.
7. Stor filettsvetsning, med dubbelström (DC + AC) dubbel tråd, dubbel båge, dubbel poolsvetsningsprocess. Dessa funktioner i denna produktionslinje är de första i sitt slag i Kina.
8. Importerad PLC-kontroll, pålitlig, lätt att programmera.
9. I samma station, kontinuerlig slutförande av h-balk i produktionsprocessen för montering, svetsning, ortopedi, lyftning, urladdning och andra procedurer.
Khj-c horisontell flänskorrektor
Produktöversikt
Skhj-c horisontell flänskalibrator används för flänskalibrering av H-balkstål. Efter att H-balk fullbordat svetsförfarandet kommer h-balkens vingplatta att deformeras under svetsapplikationen och måste korrigeras innan den kan användas. Denna utrustning används huvudsakligen för vingplattekorrigering av h-balk och T-balk efter svetsning.
Annan utrustning är som följer:
Kontrollskärmaskin / flerskivig skärmaskin, CGL-4000 / SECTION stålskärmaskin, KT-462 / halvautomatisk skärmaskin, CG2-150B / kopieringsmaskin, KG-30 / CNC tredimensionell borrmaskin / radiell borrmaskin, 7-3040 * 16 / magnetisk skärmaskin, SAG- / svarv, CA6140 / borr- och fräsmaskin, ZX-32 / koordinatborrmaskin, T4240 / skärande skärmaskin, BH6070 / Vertikal press, Ya32-31 / horisontell press, DC-315 / skjuvmaskinJz016-250 / slutfräs TXSOB / GD-20 / Magnetisk elektrisk borr RD-32A / DC-svetsare AX5-50 / AC-svetsare BXI-500 / C02 svetsare YM-500KR / nedsänkt båge svetsmaskin NZA-1000 / elektrodtorkbox HY704-4
- 50 / flödestorkugn HI / 4 l - 20 elektrisk luftkompressor / dieselgeneratorer, 200 kw / sandblästringsmaskin PBS - 100 r / färgsprutningsmaskin GPQ9C / gaffeltruck b / trigger CDWllHNC CPQ - 1-50 * 2500 / svetsrulle ram HGZ - 5 a / flänsriktningsmaskin YTJ 50 / ultraljudsdetektor ECHOPE220 / digital temperaturmätare RKCDP - 500 / måttfilmtjocklek 345 fb '- MK Ⅱ / digital klämmameter 2003 / temperatur- och fuktighetsmätare WHM5 / svetsinspektion linjalSK / magnetisk partikelfel detektor DA-400S / skjutmått.
CNC-skärning av råvaror → montering av material → svetsning → korrigering → ytbehandling → målning

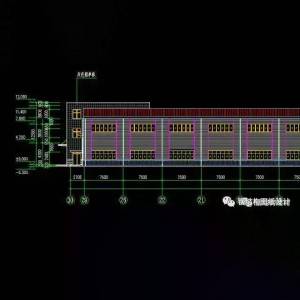
Produktionsscenario 1

Produktionsscenario 3

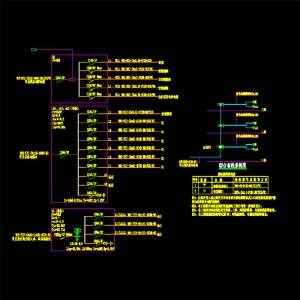
Produktionsscenario 2